

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





機箱鈑金加工的工藝流程
來源:m.sysyf.cn 發布時間:2025年04月01日
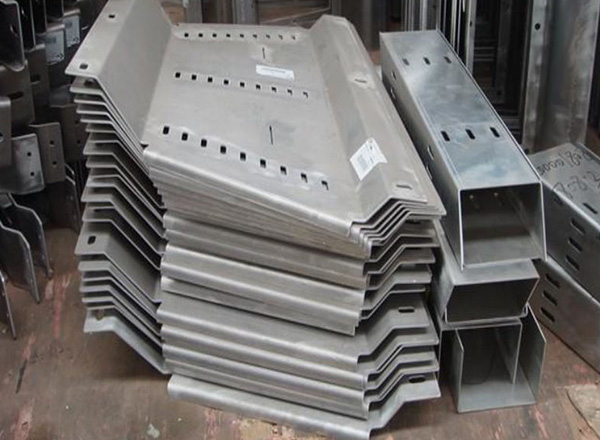
福州機箱鈑金加工是一項復雜而精細的制造過程,它涉及多個步驟,每個步驟都對產品的質量和性能起著關鍵作用。下面將詳細介紹機箱鈑金加工的工藝流程。

## 設計圖紙
首先,根據客戶需求和產品功能要求,設計機箱的二維或三維圖紙。圖紙應標注尺寸、形狀、公差要求以及表面處理等細節,確保加工過程有明確的指導依據。這一步是整個工藝流程的基礎,直接影響后續加工的準確性和效率。
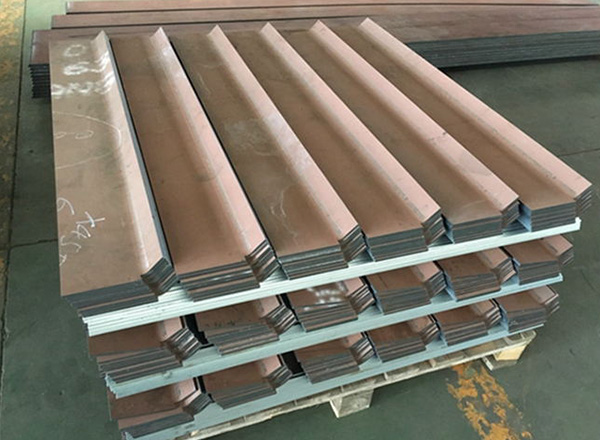
## 材料準備
依據設計要求,選擇合適的鈑金材料。常見的機箱鈑金材料有冷軋板、鍍鋅板、鋁板等。材料的厚度、材質特性需與產品的使用環境和性能需求相匹配。在采購材料時,要嚴格把控質量,確保材料表面無瑕疵、平整光滑,符合相關標準。
## 下料
下料是將選定的鈑金材料按照設計圖紙的尺寸要求進行裁剪的過程。常用的下料方法有激光切割、數控沖床沖壓、剪板機裁剪等。激光切割具有精度高、切口光滑、可加工復雜形狀等優點,適用于各種高精度要求的機箱部件下料;數控沖床沖壓則適合批量生產,能夠快速準確地沖出各種形狀的孔和輪廓;剪板機裁剪一般用于簡單形狀的直線切割,效率較高但精度相對較低。下料過程中要注意控制尺寸偏差,確保裁剪后的材料符合設計要求。
## 折彎
折彎是將下料后的鈑金件按照設計角度進行彎曲成型的工序。通過折彎,可以使平板狀的鈑金材料變成具有特定形狀的機箱部件,如側板、頂板、底板等。折彎操作需要使用折彎機,并根據材料的厚度、材質以及折彎角度調整合適的折彎參數,如折彎壓力、折彎速度等。在折彎過程中,要注意控制折彎角度的精度和折彎處的平整度,避免出現角度偏差、裂紋或起皺等缺陷。
## 焊接
對于一些需要將多個鈑金部件連接在一起的機箱結構,焊接是必不可少的工藝環節。焊接方法有多種,如電弧焊、二氧化碳氣體保護焊、點焊等。選擇合適的焊接方法取決于材料類型、焊接部位的要求以及生產效率等因素。焊接過程中要嚴格控制焊接參數,如焊接電流、電壓、焊接速度等,確保焊縫質量良好,無氣孔、夾渣、虛焊等缺陷。同時,要注意焊接變形問題,可通過合理的焊接順序、焊接工藝措施等來減少變形對機箱整體尺寸和形狀的影響。
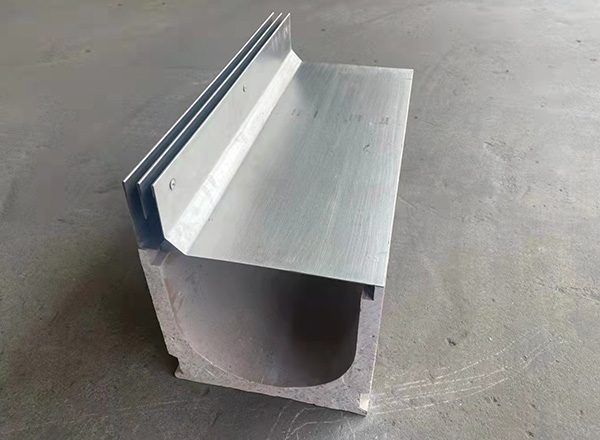
## 表面處理
表面處理可以提高機箱的耐腐蝕性、美觀度以及導電性等性能。常見的表面處理工藝有鍍鋅、噴塑、電泳涂裝等。鍍鋅可以在鈑金表面形成一層鋅層,有效防止生銹;噴塑則能賦予機箱各種顏色和質感,起到裝飾和防護作用;電泳涂裝具有涂層均勻、附著力強等優點,常用于對外觀和防腐要求較高的機箱產品。表面處理前,需對鈑金件進行脫脂、除銹、磷化等預處理,以確保表面處理效果良好。
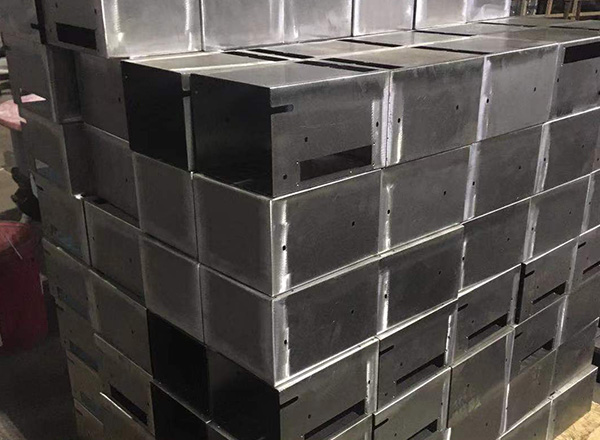
## 裝配
將經過加工和表面處理的各個鈑金部件按照設計要求進行組裝,形成完整的機箱。裝配過程中要注意各部件之間的配合精度,確保連接牢固、位置準確。使用合適的緊固件,如螺絲、螺母、鉚釘等,將部件固定在一起。同時,要檢查機箱內部的布線空間、通風孔位置等是否符合設計要求,保證機箱的功能性和實用性。
## 質量檢測
在機箱鈑金加工完成后,進行嚴格的質量檢測。檢測內容包括尺寸精度檢測、外觀質量檢查、性能測試等。尺寸精度檢測可使用量具,如卡尺、千分尺、三坐標測量儀等,確保機箱各部分尺寸符合設計圖紙要求;外觀質量檢查主要查看表面是否有劃痕、磕碰、變形、涂層缺陷等問題;性能測試則根據機箱的使用要求進行,如防護等級測試、電磁兼容性測試、散熱性能測試等。對于檢測不合格的產品,要及時進行返工或報廢處理,確保交付的機箱產品質量合格。
機箱鈑金加工的每個工藝流程都緊密相連,任何一個環節的疏忽都可能影響到整個產品的質量。只有嚴格按照工藝流程進行操作,加強質量控制,才能生產出高質量、滿足客戶需求的機箱產品。
## 設計圖紙
首先,根據客戶需求和產品功能要求,設計機箱的二維或三維圖紙。圖紙應標注尺寸、形狀、公差要求以及表面處理等細節,確保加工過程有明確的指導依據。這一步是整個工藝流程的基礎,直接影響后續加工的準確性和效率。
## 材料準備
依據設計要求,選擇合適的鈑金材料。常見的機箱鈑金材料有冷軋板、鍍鋅板、鋁板等。材料的厚度、材質特性需與產品的使用環境和性能需求相匹配。在采購材料時,要嚴格把控質量,確保材料表面無瑕疵、平整光滑,符合相關標準。
## 下料
下料是將選定的鈑金材料按照設計圖紙的尺寸要求進行裁剪的過程。常用的下料方法有激光切割、數控沖床沖壓、剪板機裁剪等。激光切割具有精度高、切口光滑、可加工復雜形狀等優點,適用于各種高精度要求的機箱部件下料;數控沖床沖壓則適合批量生產,能夠快速準確地沖出各種形狀的孔和輪廓;剪板機裁剪一般用于簡單形狀的直線切割,效率較高但精度相對較低。下料過程中要注意控制尺寸偏差,確保裁剪后的材料符合設計要求。
## 折彎
折彎是將下料后的鈑金件按照設計角度進行彎曲成型的工序。通過折彎,可以使平板狀的鈑金材料變成具有特定形狀的機箱部件,如側板、頂板、底板等。折彎操作需要使用折彎機,并根據材料的厚度、材質以及折彎角度調整合適的折彎參數,如折彎壓力、折彎速度等。在折彎過程中,要注意控制折彎角度的精度和折彎處的平整度,避免出現角度偏差、裂紋或起皺等缺陷。
## 焊接
對于一些需要將多個鈑金部件連接在一起的機箱結構,焊接是必不可少的工藝環節。焊接方法有多種,如電弧焊、二氧化碳氣體保護焊、點焊等。選擇合適的焊接方法取決于材料類型、焊接部位的要求以及生產效率等因素。焊接過程中要嚴格控制焊接參數,如焊接電流、電壓、焊接速度等,確保焊縫質量良好,無氣孔、夾渣、虛焊等缺陷。同時,要注意焊接變形問題,可通過合理的焊接順序、焊接工藝措施等來減少變形對機箱整體尺寸和形狀的影響。
## 表面處理
表面處理可以提高機箱的耐腐蝕性、美觀度以及導電性等性能。常見的表面處理工藝有鍍鋅、噴塑、電泳涂裝等。鍍鋅可以在鈑金表面形成一層鋅層,有效防止生銹;噴塑則能賦予機箱各種顏色和質感,起到裝飾和防護作用;電泳涂裝具有涂層均勻、附著力強等優點,常用于對外觀和防腐要求較高的機箱產品。表面處理前,需對鈑金件進行脫脂、除銹、磷化等預處理,以確保表面處理效果良好。
## 裝配
將經過加工和表面處理的各個鈑金部件按照設計要求進行組裝,形成完整的機箱。裝配過程中要注意各部件之間的配合精度,確保連接牢固、位置準確。使用合適的緊固件,如螺絲、螺母、鉚釘等,將部件固定在一起。同時,要檢查機箱內部的布線空間、通風孔位置等是否符合設計要求,保證機箱的功能性和實用性。
## 質量檢測
在機箱鈑金加工完成后,進行嚴格的質量檢測。檢測內容包括尺寸精度檢測、外觀質量檢查、性能測試等。尺寸精度檢測可使用量具,如卡尺、千分尺、三坐標測量儀等,確保機箱各部分尺寸符合設計圖紙要求;外觀質量檢查主要查看表面是否有劃痕、磕碰、變形、涂層缺陷等問題;性能測試則根據機箱的使用要求進行,如防護等級測試、電磁兼容性測試、散熱性能測試等。對于檢測不合格的產品,要及時進行返工或報廢處理,確保交付的機箱產品質量合格。
機箱鈑金加工的每個工藝流程都緊密相連,任何一個環節的疏忽都可能影響到整個產品的質量。只有嚴格按照工藝流程進行操作,加強質量控制,才能生產出高質量、滿足客戶需求的機箱產品。
上一條:
精密鈑金加工工藝流程
下一條:
不銹鋼激光切割運用的技術原理





 添加微信
添加微信
 電話咨詢
電話咨詢
